Material
AlSi10Mg aluminium alloy — SLM (Selective Laser Melting)
 SLM AlSi10Mg · Tensile Test Report
SLM AlSi10Mg · Tensile Test Report
This report presents the results of uniaxial tensile testing performed on two reduced rectangular section specimens manufactured by Nour Engineering Solutions (NES). The specimens were additively manufactured in aluminium alloy via Selective Laser Melting (SLM), printed directly to the dog-bone profile required for testing in accordance with AS 1391:2020 with no post-processing.
Testing was performed at SRG Global's NATA-accredited mechanical testing laboratory. The underlying NATA-endorsed test certificate is held on file by NES and is available on request (see Appendix A).
Monotonic tensile testing was performed on two as-supplied dog-bone specimens in order to establish the bulk mechanical properties of the SLM aluminium build. The objective was to:
SLM AlSi10Mg · Tensile Test Report
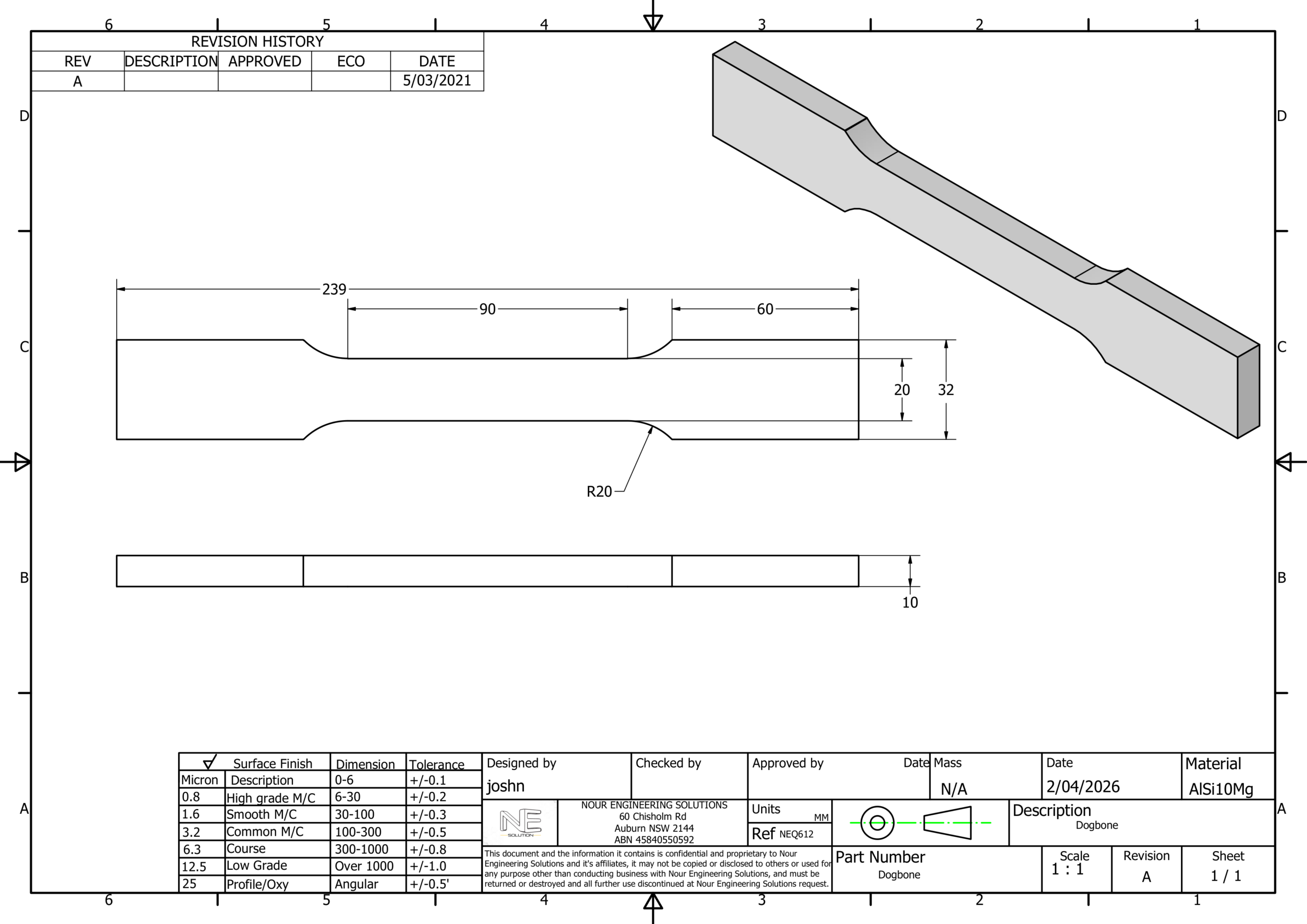
Pairing the two orientations enables a direct check of build-direction anisotropy. The dog-bone geometry tested in accordance with AS 1391:2020 is shown in Figure 1 below; full dimensions, tolerances and surface finish are defined on drawing Dogbone AlSi10Mg (Rev. A), reproduced for reference.
 SLM AlSi10Mg · Tensile Test Report
SLM AlSi10Mg · Tensile Test Report
Each specimen was instrumented with an extensometer over an 80 mm gauge length and loaded monotonically to fracture. Force, stroke and extensometer signals were logged at 10 ms intervals and converted to engineering stress and engineering strain using the as-measured cross-section.
| Specimen ID | Build Orientation |
Width × Thickness (mm × mm) |
Area (mm²) |
Gauge Length (mm) |
0.2 % Proof Stress (MPa) |
Tensile Strength (MPa) |
Elongation (%) |
|---|---|---|---|---|---|---|---|
| WS243658-1 | X / Y | 20.15 × 10.17 | 204.93 | 80 | 175 | 290 | 10 |
| WS243658-2 | Z | 20.16 × 10.18 | 205.23 | 80 | 178 | 281 | 14 |
| Mean | — | — | 205.08 | 80 | 177 | 286 | 12 |
| Δ (X/Y vs Z) | — | — | — | — | 1.7 % | 3.1 % | 4 pp |
| Strength differential between X/Y and Z builds is < 4 % for both UTS and 0.2 % proof, indicating an effectively isotropic tensile response. Modulus of Elasticity for both specimens was measured as 59 GPa (not covered under the SRG NATA scope of accreditation, reported for reference only). | |||||||
SLM AlSi10Mg · Tensile Test Report
The two specimens were built in orthogonal orientations: WS243658-1 with its long axis in the X/Y plane of the build platform, and WS243658-2 with its long axis along the Z (build) direction. As-built SLM AlSi10Mg is widely reported to exhibit measurable anisotropy — typically with lower UTS and ductility in the Z direction due to weaker inter-layer bonding. The values measured here show only a 3.1 % difference in UTS and 1.7 % difference in 0.2 % proof stress between the two orientations, which is within normal test scatter. The build is therefore considered to behave isotropically under quasi-static tensile load, simplifying design treatment of the parts produced.
| Property | This Test (mean) | Typical SLM AlSi10Mg (as-built) | Result |
|---|---|---|---|
| Ultimate Tensile Strength | 286 MPa | 230 – 460 MPa | Within range |
| 0.2 % Proof Stress | 177 MPa | 150 – 270 MPa | Within range |
| Elongation at fracture | 12 % | 3 – 10 % | Exceeds typical |
| Modulus of Elasticity | 59 GPa | 65 – 75 GPa | Slightly below — see Chapter 6.0 |
| Indicative ranges only; published values vary with powder lot, build orientation, layer thickness, heat treatment and machine vendor. Comparison provided for context, not as an acceptance criterion. | |||
SLM AlSi10Mg · Tensile Test Report
The SLM AlSi10Mg build is benchmarked against A380 aluminium (AA A380.0-F, as-cast), a common incumbent material for die-cast structural aluminium components. The comparison below establishes whether the SLM build delivers equivalent or superior mechanical performance to the incumbent A380 die-casting. Typical mechanical properties for A380-F are drawn from ASM Aluminum & Aluminum Alloys (ASM Handbook Vol. 2) and the Aluminum Association's Standards for Aluminum Sand and Permanent Mold Castings.
| Property | SLM AlSi10Mg (this test, mean) |
A380 Aluminium (as-cast, typical) |
Δ vs A380 |
|---|---|---|---|
| Ultimate Tensile Strength | 286 MPa | 324 MPa | −12 % |
| 0.2 % Proof / Yield Stress | 177 MPa | 159 MPa | +11 % |
| Elongation at fracture | 12 % | 3.5 % | +3.4 × (much more ductile) |
| Modulus of Elasticity | 59 GPa | 71 GPa | −17 % |
| Density | 2.67 g/cm³ | 2.74 g/cm³ | −2.5 % (lighter) |
| A380 reference values: UTS 324 MPa, Yield 159 MPa, Elongation 3.5 %, E ≈ 71 GPa, ρ 2.74 g/cm³ (ASM Handbook Vol. 2; The Aluminum Association). Comparison is illustrative — SLM AlSi10Mg and die-cast A380 differ in alloy chemistry, processing route and porosity character. | |||
SLM AlSi10Mg · Tensile Test Report
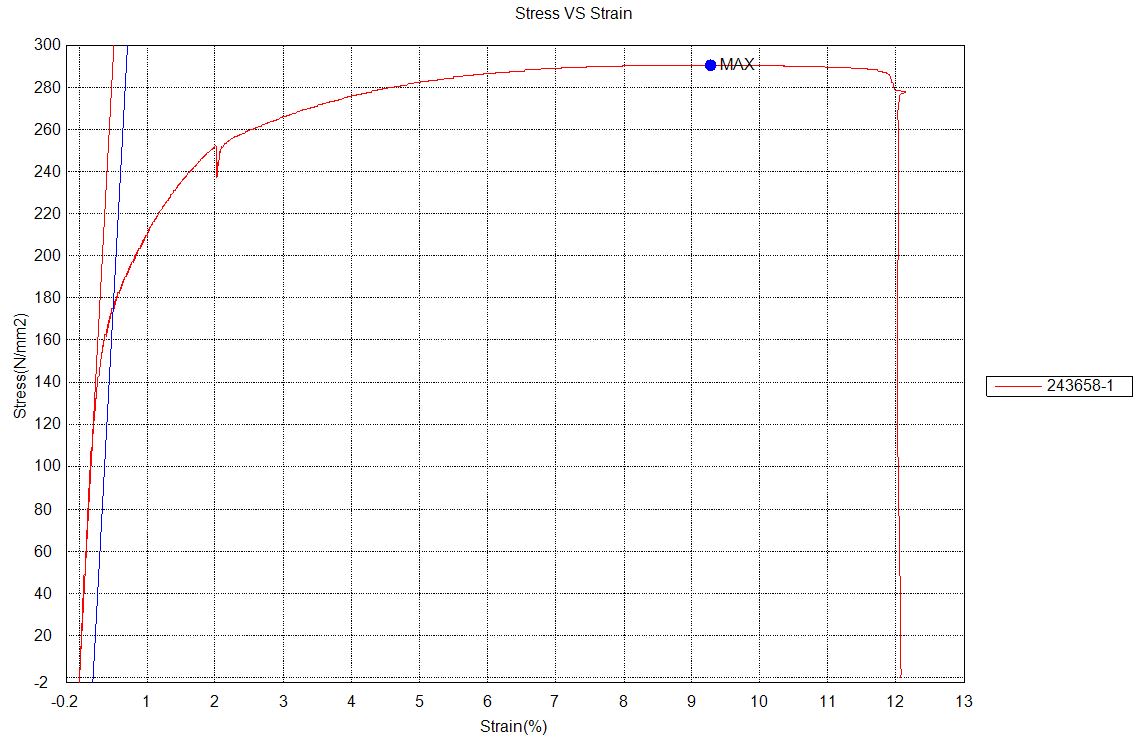
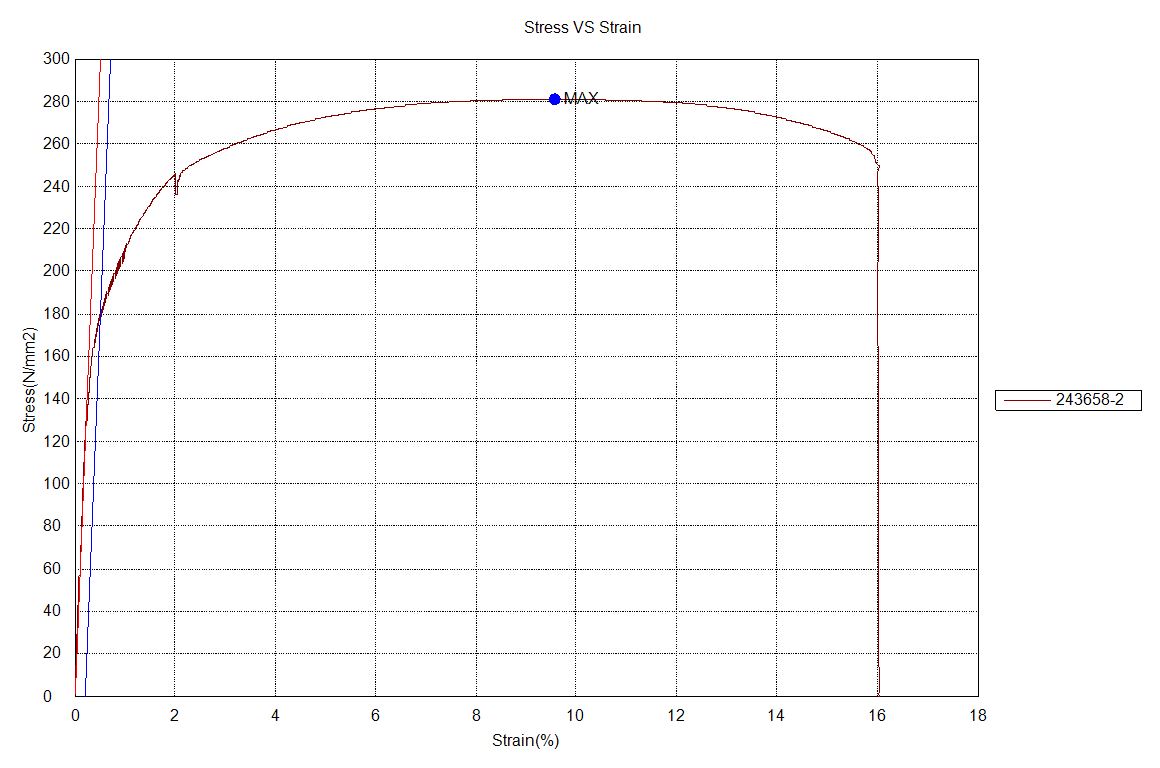
The engineering stress–strain curves for each specimen are shown below. Both responses exhibit the classical elastic–plastic profile of a ductile aluminium alloy, with a well-defined linear elastic region, smooth transition through yield, gradual strain hardening to peak load, and ductile rupture without abrupt brittle failure. The near overlap of the X/Y and Z curves through the elastic and early plastic regions visually reinforces the isotropy conclusion of Chapter 5.2.
 SLM AlSi10Mg · Tensile Test Report
SLM AlSi10Mg · Tensile Test Report
Figures 4 and 5 below document the physical condition of the two dog-bone specimens immediately before mounting in the test machine and after tensile loading to fracture. The post-test image (Figure 5) shows red marker applied to the gauge section to highlight the fracture plane and any secondary cracking; the rule provides a scale reference.

 SLM AlSi10Mg · Tensile Test Report
SLM AlSi10Mg · Tensile Test Report
Strength. The mean ultimate tensile strength (286 MPa) and mean 0.2 % proof stress (177 MPa) both sit within the published as-built window for SLM AlSi10Mg. Inter-specimen variation in UTS was < 4 %, indicating good build-to-build repeatability across the two replicates.
Isotropy. With WS243658-1 built in the X/Y plane and WS243658-2 built along Z, the two specimens deliberately interrogate the dominant axis of anisotropy in SLM. The measured strength differential of 3.1 % on UTS and 1.7 % on 0.2 % proof falls well within the inherent test scatter for as-built AlSi10Mg, supporting the conclusion that the build is mechanically isotropic in tensile response. From a design standpoint this allows a single material allowable to be applied independent of part orientation on the build plate.
Comparison to A380. Benchmarked against typical cast A380 aluminium, the SLM AlSi10Mg build is ~12 % lower on UTS but ~11 % higher on yield (0.2 % proof) and more than three times more ductile. Because allowable design stress is yield-limited rather than UTS-limited for most ductile-aluminium structural components, the SLM build offers equivalent or greater usable strength than A380, at lower density and with substantially more reserve ductility before fracture. The trade is a ~17 % lower elastic modulus, which is geometry-correctable for stiffness-critical features.
Ductility. Elongation at fracture of 10 % and 14 % is notable — as-built SLM aluminium is typically quoted at 3 % to 10 %. The higher ductility observed here suggests favourable build parameters and a sound powder consolidation with low porosity. The ~4 % spread in elongation between the two specimens is consistent with the inherent variability of additively manufactured ductility metrics and does not indicate a process anomaly.
Modulus. The reported modulus of 59 GPa falls slightly below the typical 65 – 75 GPa range. This is most likely attributable to (a) extensometer-stroke compliance over the relatively short elastic region typical of cast/SLM Al-Si alloys, and (b) the fact that modulus determination is outside SRG's NATA scope and therefore reported as indicative only. The value is not considered a quality concern; if a certified modulus is required for design, a dedicated test with strain-gauge instrumentation is recommended.
Failure mode. Both curves show extended strain-hardening plateaus and a sharp drop at fracture, consistent with cup-and-cone ductile failure — i.e. no signs of premature brittle rupture or large internal defects.
SLM AlSi10Mg · Tensile Test Report
Appendix A · NATA Certified Test Record
The NATA-endorsed test certificate issued by SRG Global underpins all numerical results presented in this report. The certificate is held on file by Nour Engineering Solutions and can be made available to customers on request.
| Rev. | Date | Description | Prepared | Approved |
|---|---|---|---|---|
| 0 | 22 May 2026 | Issued for use | J. Nour | J. Nour |